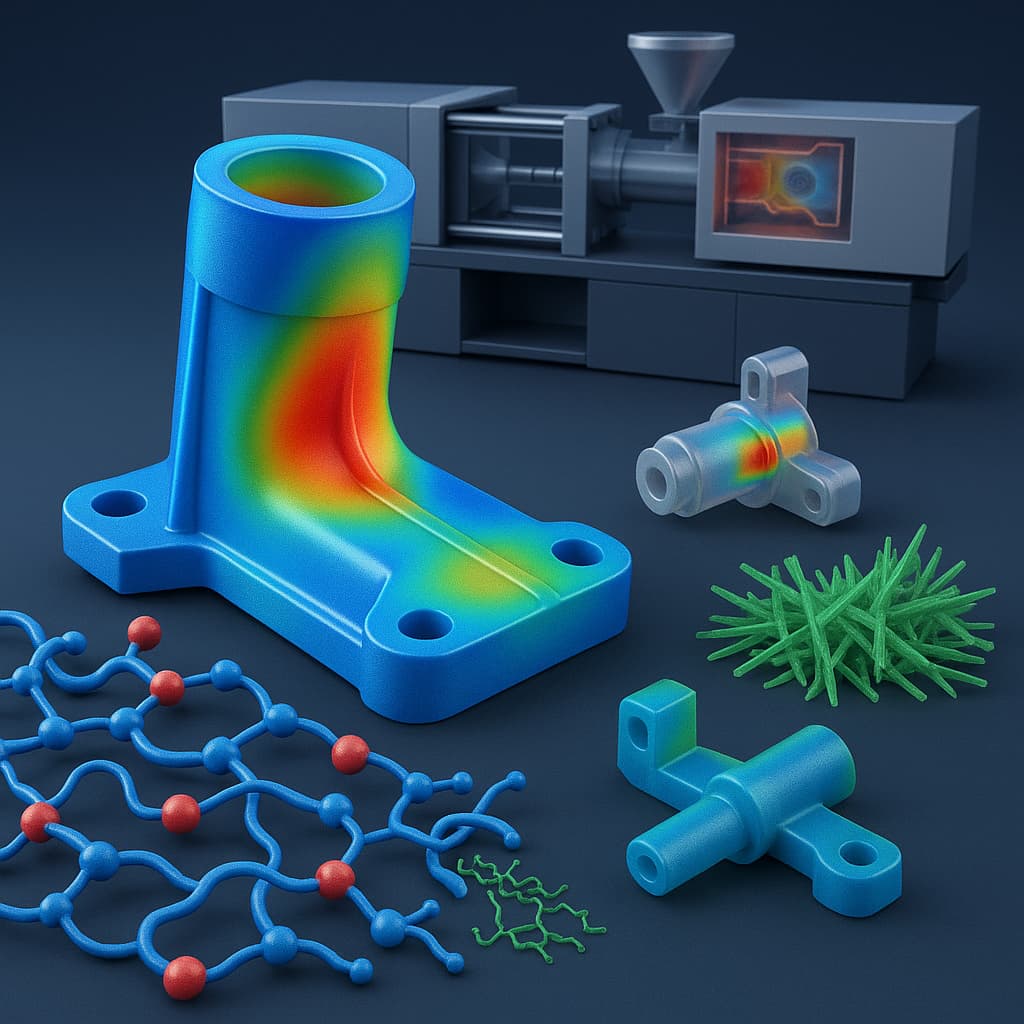
Нейлоновые материалы Они крайне подвержены внутренним напряжениям во время литья под давлением, в первую очередь из-за молекулярной ориентации, неравномерной усадки при охлаждении и плохой дисперсии добавок. Чрезмерное внутреннее напряжение может привести к деформации, растрескиванию и ухудшению эксплуатационных характеристик. Для решения этой проблемы решающую роль играют технологии модификации. На молекулярном уровне включение гибких сегментов или модификаторов ударопрочности помогает снизить хрупкость и концентрацию напряжений. В качестве упрочняющих добавок обычно используются эластомеры, термопластичные эластомеры или привитые модифицированные материалы, которые образуют внутри нейлоновой матрицы структуры с разделением фаз, эффективно поглощая и перераспределяя напряжение.
Армирование стекловолокном значительно повышает прочность и жесткость нейлона, однако может также привести к возникновению внутреннего напряжения. Контроль длины, содержания и распределения волокон имеет решающее значение. Длинные волокна обеспечивают более высокую прочность, но при охлаждении они также приводят к большей разнице в усадке. Короткие волокна могут улучшить размерную стабильность, а обработка поверхности связующими агентами может улучшить совместимость на границе раздела, тем самым минимизируя концентрацию напряжений.
С точки зрения обработки конструкция пресс-формы и параметры формования одинаково важны. Положение литника, конструкция системы охлаждения, а также кривые температуры и давления формования определяют распределение напряжений внутри детали. Правильная конструкция литника обеспечивает равномерное течение расплава и снижает ориентацию молекул. Более высокие температуры формы увеличивают время релаксации молекулярных цепей, снижая остаточные напряжения. Отжиг после формования — ещё один эффективный подход, позволяющий молекулярным цепям перестраиваться в условиях, близких к температуре стеклования нейлона, тем самым снимая остаточные напряжения, возникающие при быстром охлаждении.
Что касается систем присадок, то здесь также могут применяться смазочные вещества и зародышеобразователи. Смазочные вещества улучшают текучесть расплава и уменьшают дефекты, вызванные трением, в то время как зародышеобразователи регулируют скорость кристаллизации и размер зерна, обеспечивая равномерную усадку при охлаждении и минимизируя концентрацию напряжений.
В целом, для снижения внутреннего напряжения в деталях из нейлона, изготовленных методом литья под давлением, требуется сочетание модификации материала и оптимизации процессаУпрочнение, армирование, смазывание и контроль кристаллизации могут улучшить распределение напряжений на молекулярном уровне, а соответствующие параметры формования и постобработка дополнительно стабилизируют эксплуатационные характеристики. Этот комплексный подход не только повышает практическую ценность нейлона, но и закладывает основу для его применения в высокопроизводительных инженерных решениях.