






 30 July 2026
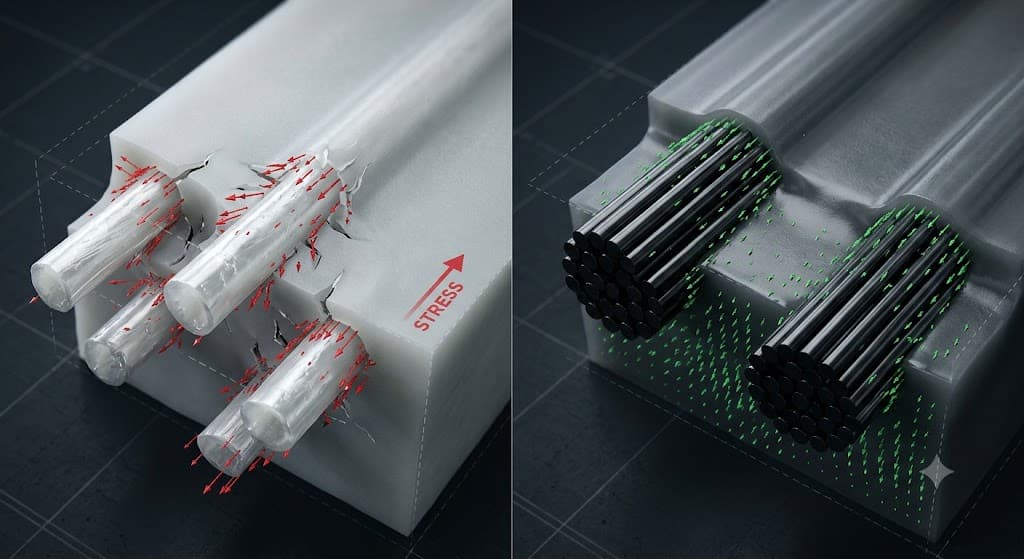
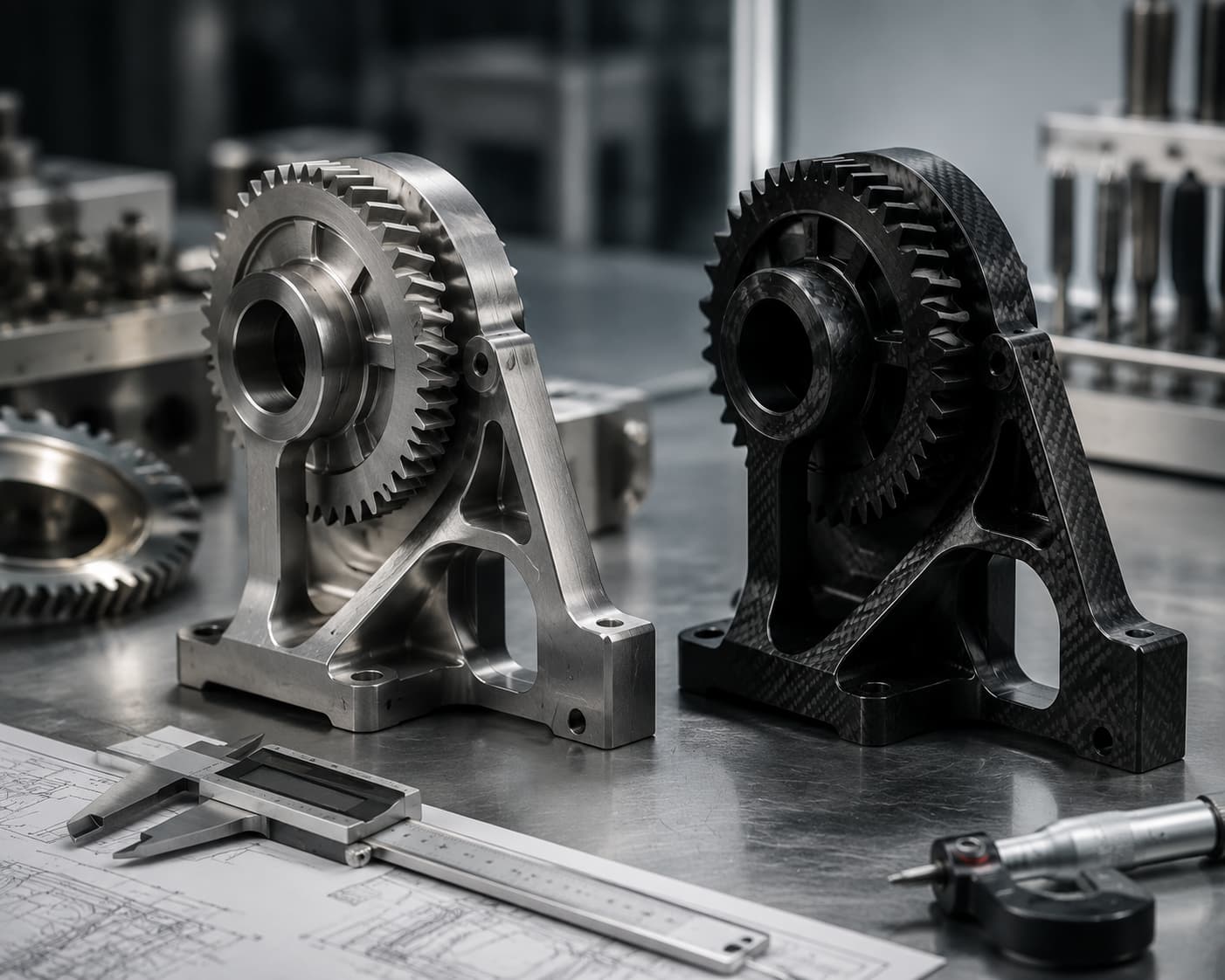
30 July 2026Условия эксплуатации и вторичные физические свойства часто определяют окончательное утверждение материалов. Помимо статических механических характеристик, решающую роль играют трение, теплоотдача и анизотропия. Стекловолокно является абразивным и электроизоляционным материалом; при высокоскоростном трении или циклической вибрации открытые волокна могут ускорять износ соприкасающихся металлических поверхностей и накапливать статический заряд. Углеродное волокно обладает присущими ему смазывающими свойствами, электропроводностью и теплоотдачей. Нейлон, армированный углеволокном Углеродные волокна хорошо зарекомендовали себя в несмазанных зубчатых передачах, динамических подшипниках и взрывозащищенных корпусах, где важны рассеивание статического электричества и теплопередача. Однако углеродные волокна демонстрируют более резкую ориентацию, вызванную течением во время литья под давлением, чем стекловолокна, что приводит к выраженной анизотропии. Без оптимизированного литникового канала и анализа деформации неравномерная усадка может вызвать концентрацию внутренних напряжений и искажение размеров.Для оценки себестоимости необходимо перейти от цены сырья за килограмм к общей стоимости детали и эффективности на уровне системы. Цена на нейлоновые компаунды, модифицированные углеродным волокном, может быть в 4-8 раз выше, чем на аналогичные марки полиамида, наполненные стекловолокном. Эта первоначальная разница в стоимости часто отпугивает закупочные группы. Тем не менее, в автомобильных силовых агрегатах, роботизированных манипуляторах, рамах дронов и высокоскоростном текстильном оборудовании экономия веса напрямую снижает нагрузку на двигатели и энергопотребление, одновременно улучшая динамические характеристики. Кроме того, замена обработанных алюминиевых или литых металлических деталей на детали, изготовленные методом литья под давлением, позволяет использовать детали, полученные методом однократного литья. CF-нейлон Исключает вторичную обработку на станках с ЧПУ, удаление заусенцев и обработку поверхности. С учетом снижения энергопотребления и оптимизации процессов, высокие первоначальные затраты на углеродное волокно часто компенсируются в течение всего производственного цикла. Для корпусов большого объема, рабочих колес насосов и корпусов электроинструментов, где пространство не ограничено, а экономическая эффективность имеет первостепенное значение, нейлон, армированный стекловолокном, остается прагматичным базовым вариантом.