

Последние новости и блог
Кинетика кристаллизации и поведение при термической усадке представляют собой еще одну критически важную область, определяющую эксплуатационные характеристики. Литье под давлением основано на использовании каналов охлаждения пресс-формы для быстрого отвода тепла, что приводит к кристаллизации в условиях геометрического ограничения, где усадка регулируется давлением упаковки и температурой пресс-формы. Экструзия основана на градиентном охлаждении в свободном состоянии с помощью водяных ванн или воздушных потоков, где разница температур от внешней оболочки до сердцевины вызывает внутренние остаточные напряжения, что увеличивает риск деформации после обработки или растрескивания под воздействием окружающей среды. Для смягчения этого эффекта в рецептурах экструзии используются системы контролируемой кристаллизации, избегая агрессивных нуклеирующих агентов для уменьшения анизотропной усадки, вызванной температурными градиентами. Напротив, в составы для литья под давлением часто включаются нуклеирующие добавки (например, мелкодисперсный тальк или органические нуклеаторы) для ускорения скорости кристаллизации, сокращения времени цикла и максимизации модуля упругости при изгибе. Применение быстрокристаллизующегося материала для литья под давлением при экструзии профилей часто приводит к образованию внутренних пустот или сильной деформации из-за преждевременного образования поверхностного слоя и неравномерного объемного сжатия.Совместимость параметров оборудования служит важнейшим критерием при разработке рецептур. Шнеки для литья под давлением обычно имеют соотношение длины к диаметру от 18:1 до 22:1, оптимизированное для быстрой пластификации и впрыска под высоким давлением. Для экструзионных шнеков требуется соотношение от 30:1 до 40:1 или выше, что обеспечивает однородность расплава, равномерность термического воздействия и низкое сдвиговое усилие. Обработка материалов низкой вязкости. нейлон литьевого качества На экструзионной линии не создается достаточного противодавления, что приводит к затоплению вентиляционных отверстий или резкому увеличению производительности. И наоборот, работа с высоковязкими экструзионными марками на литьевом оборудовании требует экстремальных давлений впрыска и температур расплава, вызывая термодеградацию, унос газа и пожелтение, а также создавая чрезмерное остаточное напряжение, которое ставит под угрозу структурную целостность во время сборки. Точное понимание распределения молекулярной массы, прочности расплава, динамики кристаллизации и чувствительности к сдвигу связывает материаловедение с производственной реальностью, позволяя B2B-покупателям обеспечить операционную стабильность, снизить процент брака и гарантировать долговечность деталей.
ЧИТАТЬ ДАЛЕЕ
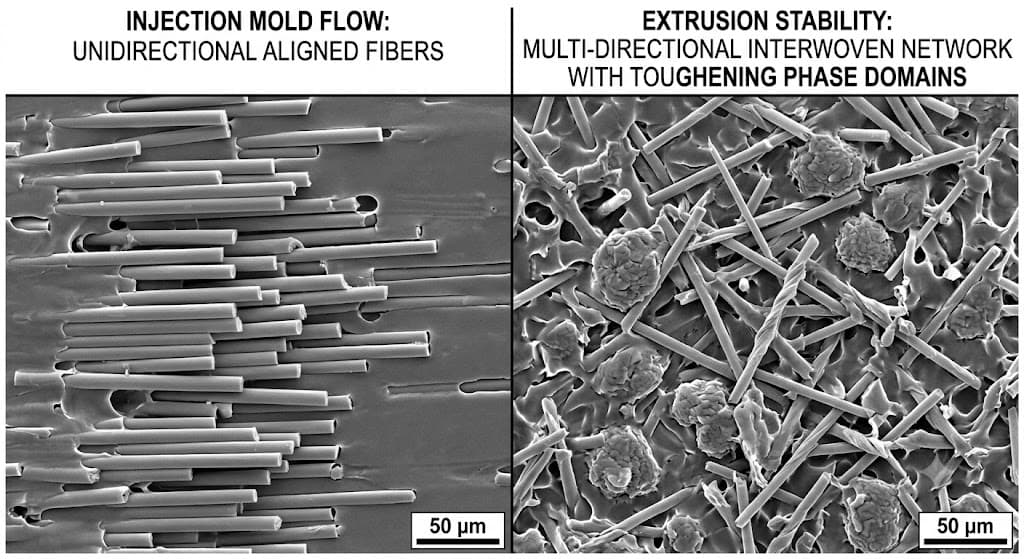
В секторе конструкционных пластмасс, модифицированный нейлон (PA6/PA66) выделяется своей структурной универсальностью. Однако, При использовании методов литья под давлением и экструзии наблюдается принципиально различная логика обработки. В сфере B2B-закупок и выбора материалов внимание клиента выходит за рамки предельной прочности на растяжение или температуры деформации при нагреве. Приоритет отдается стабильности процесса и долговременной надежности размеров в конкретных условиях переработки. Распространенные производственные аномалии — такие как колебания толщины стенок экструдированных труб, провисание профиля или облой, усадочные раковины и остаточные трещины в сложных компонентах, изготовленных методом литья под давлением, — часто возникают не из-за недостатков калибровки оборудования, а из-за фундаментального непонимания различных требований к рецептуре для материалов, используемых для литья под давлением и экструзии. Освоение распределения молекулярной массы, реологических профилей и поведения функциональных добавок в различных условиях сдвига составляет основу для решения этих инженерных задач на уровне предприятия.С точки зрения физики полимеров, основное различие между полимерами, используемыми для литья под давлением и экструзии, заключается в реологии расплава и молекулярной архитектуре. Литье под давлением характеризуется высокими скоростями сдвига, повышенным давлением и быстрым заполнением полости. Расплав полимера должен перемещаться по сложной геометрии формы за доли секунды, что требует выраженного эффекта уменьшения вязкости при увеличении скорости сдвига — быстрого снижения кажущейся вязкости наряду с низкой вязкостью при нулевом сдвиге и высоким индексом текучести расплава (MFI). Следовательно, в составах для литья под давлением используются матричные смолы с относительно низкой среднечисловой молекулярной массой и узким распределением молекулярной массы для минимизации сопротивления потоку и времени цикла. Напротив, экструзионная обработка (включая трубы, стержни, пленки и профили) работает при низких скоростях сдвига и непрерывном режиме без полного удержания стенки формы до затвердевания. Экструдат должен сохранять свою структурную геометрию после выхода из головки матрицы до охлаждения, что требует высокой прочности расплава и устойчивости к провисанию заготовки. нейлоновые Таким образом, используются смолы с высокой молекулярной массой и высокой относительной вязкостью, часто улучшаемые за счет твердофазной полимеризации или удлинения цепи. Их более широкая или длинноцепочечная разветвленная структура обеспечивает более высокую плотность переплетений, поддерживая повышенную вязкость и эластичность расплава при низком сдвиге, предотвращая разрушение расплава и деформацию, вызванную силой тяжести.Компромисс между текучестью расплава и прочностью расплава диктует различные стратегии составления рецептур. Рассмотрим модификации, армированные стекловолокном (GFR): в состав литьевых марок входят низкомолекулярные диспергаторы и активаторы текучести для достижения высокого качества поверхности и быстрого заполнения формы, что позволяет коротким стекловолокнам выравниваться вдоль путей потока, подавляя при этом появление волокон на поверхности. Однако нейлон GFR экструзионного класса должен предотвращать разбухание экструдата и деформацию поперечного сечения, вызванные хаотичной ориентацией волокон на выходе из фильеры. Поэтому в составы включаются длинноцепочечные полимерные компатибилизаторы или высокомолекулярные внутренние смазки, которые стабилизируют вязкость при низком сдвиге, оптимизируя при этом передачу сдвига на границе раздела фаз. Различия также очевидны в системах упрочнения. В то время как детали, полученные методом литья под давлением, достигают ударопрочности за счет дискретных дисперсий эластомеров (например, POE-g-MAH) с размерами доменов от 0,1 до 0,5 микрон, такие традиционные модификаторы с трудом обеспечивают мелкодисперсное распределение при низком сдвиговом профиле экструзионных шнеков. Кроме того, они создают риск укрупнения доменов в непрерывных потоках расплава, что приводит к образованию поверхностных дефектов типа «акулья кожа» или продольных линий излома. Вместо этого в составах для упрочнения при экструзии используются реактивные полимерные сетки или блок-сополимеры, которые подвергаются межфазной реакции in situ, обеспечивая стабильное, мелкодисперсное фазовое разделение при минимальном сдвиге.
ЧИТАТЬ ДАЛЕЕ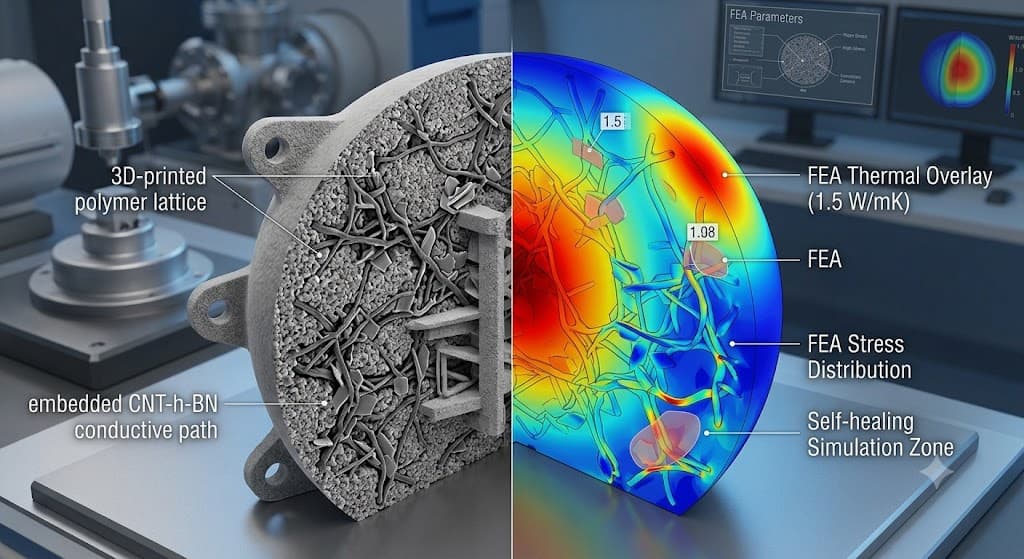
Параллельно с рассеиванием электрического тока обостряется проблема управления тепловыми процессами в высокоинтегрированных, компактных промышленных сборках. В обтекателях базовых станций 5G, мощных светодиодных матрицах и корпусах батарей электромобилей повышенная плотность мощности вызывает сильное локальное накопление тепла. Рабочие температуры, превышающие 85 градусов Цельсия, экспоненциально ускоряют деградацию электронных компонентов. Поскольку чистый полиамид PA12 обладает низкой собственной теплопроводностью, приблизительно 0,25 Вт/(м·К), он, по сути, функционирует как теплоизоляция при высоком тепловом потоке, вызывая значительные внутренние тепловые напряжения и последующую деформацию. Рынок B2B срочно нуждается в топологиях, созданных с помощью 3D-печати, которые обеспечивают сложные внутренние каналы охлаждения наряду с высоким изотропным теплоотводом. Теплопроводящие материалы следующего поколения Порошки PA12 В системах наполнения используются гибридные материалы, сочетающие в себе изоляционные, но при этом высокопроводящие гексагональные нитриды бора (h-BN) или микропорошки алюминия с проводящими аллотропами углерода. Путем модуляции траекторий лазерного сканирования во время спекания пластинчатые или волокнистые наполнители выравниваются в локализованном поле сдвигового потока расплава, обеспечивая теплопроводность в плоскости или вне плоскости в диапазоне от 1,5 Вт/(м·К) до более 3,5 Вт/(м·К). При тестировании мощных инверторов корпуса, изготовленные из этого усовершенствованного порошка, снизили рабочую температуру основного чипа на 18–22 градуса Цельсия, что позволило отказаться от громоздких внешних систем охлаждения.Вне зависимости от первоначальных физических параметров, промышленное оборудование, подвергающееся длительным циклическим нагрузкам, переменному термическому износу и воздействию химических веществ, неизбежно покрывается микротрещинами. В труднодоступных местах, таких как воздуховоды в аэрокосмической технике или глубоководные исследовательские суда, где невозможно проводить плановое физическое техническое обслуживание, эти микротрещины под воздействием напряжения распространяются, приводя к макроскопическим структурным разрушениям и вызывая внезапные системные простои. Традиционные методы управления активами основаны на разрушающих испытаниях и частой замене компонентов, что влечет за собой огромные эксплуатационные расходы. Передовые технологии открывают новые горизонты. ПА12 В настоящее время основное внимание в разработке уделяется интеграции механизмов «умного самовосстановления» в полимерную инфраструктуру. Современные промышленно осуществимые подходы используют динамические обратимые ковалентные сети, такие как реакция Дильса-Альдера (ДА), или встроенную микрокапсуляцию. При возникновении микротрещин, вызванных усталостью, концентрация напряжений разрушает локализованные микрокапсулы, высвобождая низковязкие восстанавливающие агенты, которые проникают в трещину за счет капиллярных сил и полимеризуются в условиях окружающей среды. В качестве альтернативы, неразрушающие внешние воздействия, такие как инфракрасное излучение или электротермическая индукция, могут инициировать диссоциацию и рекомбинацию обратимых связей на границе разрушения. Проведенные испытания показывают, что самовосстанавливающиеся компоненты из PA12 сохраняют более 85% своей первоначальной прочности на растяжение после ремонта, что увеличивает срок службы компонентов в три-пять раз в условиях интенсивной высокодинамической усталости.
ЧИТАТЬ ДАЛЕЕ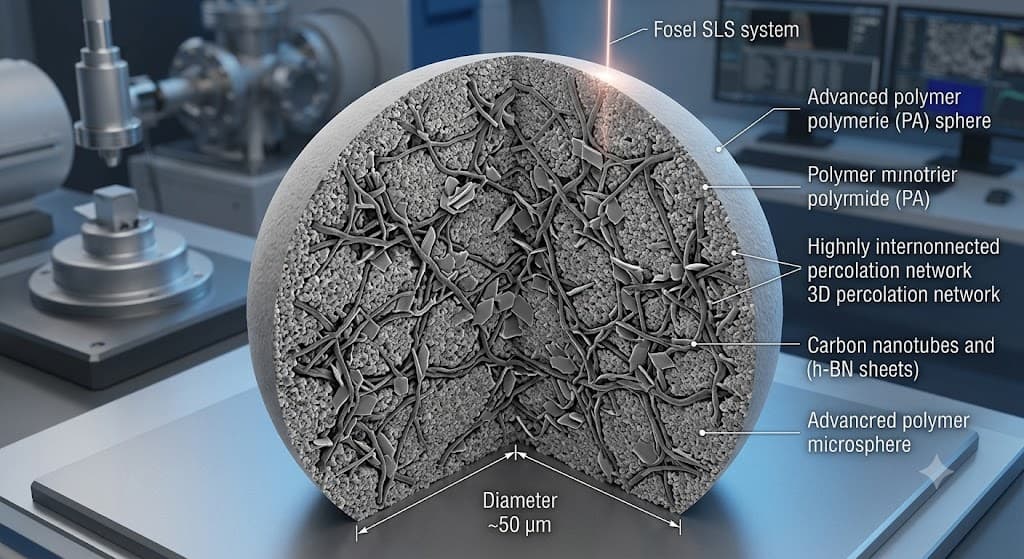
В современных условиях, когда высокоточное аддитивное производство сочетается со строгими промышленными требованиями, предприятия, использующие лазерное спекание порошковых материалов (LPBF) или селективное лазерное спекание (SLS), сталкиваются с серьезным техническим препятствием на пути перехода от быстрого прототипирования к производству готовой продукции. В течение значительного периода времени Полиамид 12 (PA12) Благодаря своей превосходной механической прочности, стабильности размеров и высокой частоте обновления, PA12 доминирует в области промышленной 3D-печати. Однако, поскольку передовые конструкционные компоненты в аэрокосмической электронике, системах терморегулирования электромобилей и автоматизированных сборочных линиях в экстремальных условиях требуют многофункциональных свойств, стандартные порошки PA12 все чаще достигают своих физических ограничений. Специалисты по закупкам в сегменте B2B и инженерные группы часто сталкиваются с дилеммой, когда им необходима текучесть и межслойная адгезия PA12, но они вынуждены идти на компромисс, выбирая традиционные композиты, полученные методом литья под давлением, или металлические детали, изготовленные на станках с ЧПУ, жертвуя геометрической свободой ради конкретных функциональных характеристик. Разработка порошка PA12 следующего поколения направлена именно на преодоление этого барьера. наделение полимерной матрицы электрическими, термическими свойствами и способностью к самовосстановлению за счет специальных нанонаполнителей и микроструктурной архитектуры без ущерба для гибкости добавки.В производстве электроники, в чистых помещениях для полупроводниковых технологий и в аэрокосмической отрасли электростатический разряд (ЭСР) представляет собой скрытую, но разрушительную проблему промышленного производства. Традиционные методы компоненты PA12 обладают высокой электрической изоляцией, при этом удельное сопротивление поверхности обычно превышает 10 в степени 12 Ом на квадратный дюймЭто делает их крайне восприимчивыми к накоплению тысяч вольт статического заряда при трении под высоким давлением газа или механическом контакте. Такое накопление угрожает выходом из строя чувствительных интегральных схем или возникновением катастрофических искр во взрывоопасных средах. Исторически сложилось так, что использовались временные поверхностные антистатические покрытия, но они склонны к быстрому отслоению при постоянном механическом воздействии или химической обработке. Электропроводящий порошок PA12 нового поколения решает эту проблему благодаря передовой микроскопической инженерии, внедряя углеродные нанотрубки (УНТ) с высоким соотношением сторон, нанопластинки графена или структурированную сажу в отдельные полиамидные микросферы. Данная методология позволяет достичь низкого порога перколяции, обеспечивая непрерывные трехмерные пути переноса электронов вдоль границ порошка в процессе спекания.
ЧИТАТЬ ДАЛЕЕ
В массовом производстве, Простое сухое смешивание неизбежно приводит к расслоению наполнителя в процессе псевдоожижения и повторного нанесения покрытия.Это приводит к анизотропным дефектам в конечных компонентах. Поэтому современные промышленные процессы модификации используют нанесение покрытий непосредственно на месте или контролируемую термическую адгезию для закрепления модификаторов на подложке толщиной 40–60 мкм. ПА12 зерен, гарантирующих однородную динамику расплавленной ванны и изотропные свойства материала во время лазерного воздействия.Оценка готового к промышленному применению модифицированного продукта. порошок PA12 Метод в значительной степени опирается на проверяемые эмпирические параметры, в частности, на скорость обновления порошка и температуру тепловой деформации (ТТД) спеченных компонентов. Недавние производственные данные показывают, что составы PA12, модифицированные оптимизированным нанокремнеземом и запатентованными антиоксидантными системами, могут надежно функционировать при соотношении обновления 20% свежего порошка к 80% переработанного порошка, поддерживая отклонение прочности на растяжение менее 5% в течение нескольких поколений. Одновременно с этим, для конструкционных применений, требующих структурной жесткости, композитные порошки PA12, армированные углеродным волокном, демонстрируют значительное увеличение ТТД при нагрузке 1,82 МПа, повышаясь примерно с 80°C до более чем 130°C. Эти поддающиеся количественной оценке базовые показатели производительности предоставляют группам по закупкам и техническим вопросам именно ту эксплуатационную надежность, которая необходима для замены литых под давлением алюминиевых или цинковых деталей, изготовленных методом механической обработки, на конструкционные пластмассы, полученные методом аддитивного производства.
ЧИТАТЬ ДАЛЕЕ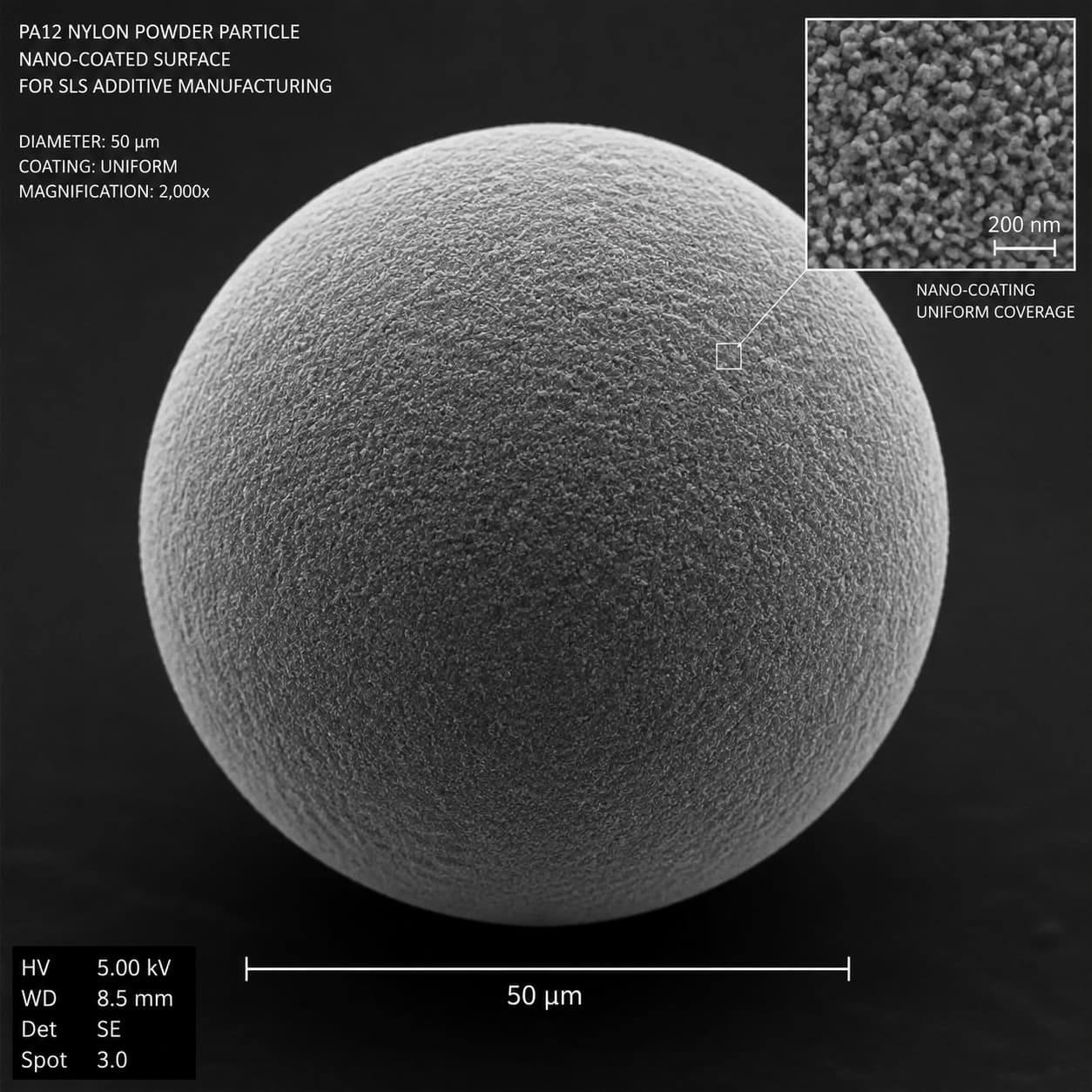
Масштабирование технологий модификации порошка полиамида 12 (PA12) для селективного лазерного спекания (SLS) и современных технологий нанесения покрытий представляет собой важную веху в аддитивном производстве. В сложных инженерных условиях, первичный PA12 Часто возникают ограничения производительности, особенно в отношении сопротивления механической усталости при непрерывных нагрузках и термической стабильности при повышенных температурах. Кроме того, в серийном производстве прогрессирующая термическая деградация неспеченного порошка в течение нескольких циклов печати приводит к несоответствию качества поверхности и увеличению процента брака, что серьезно влияет на общую стоимость владения. Решение этих практических проблем и успешный переход от лабораторных методов модификации к высокостабильным и экономически эффективным промышленным рабочим процессам остается главной задачей для глобальных производственных цепочек «бизнес для бизнеса».На молекулярном уровне эффективно порошок PA12 Модификация зависит от Внедрение функциональных улучшений без ущерба для присущей матричному полимеру сферичности, распределения частиц по размерам и узкого диапазона плавления-кристаллизации. В то время как лабораторные исследования часто основаны на компаундировании современных наполнителей, таких как углеродные волокна, стеклянные микросферы или функциональный нанокремнезем, переход к полномасштабному промышленному синтезу смещает акцент на инженерию поверхностной энергии и методы микрокапсулирования.
ЧИТАТЬ ДАЛЕЕ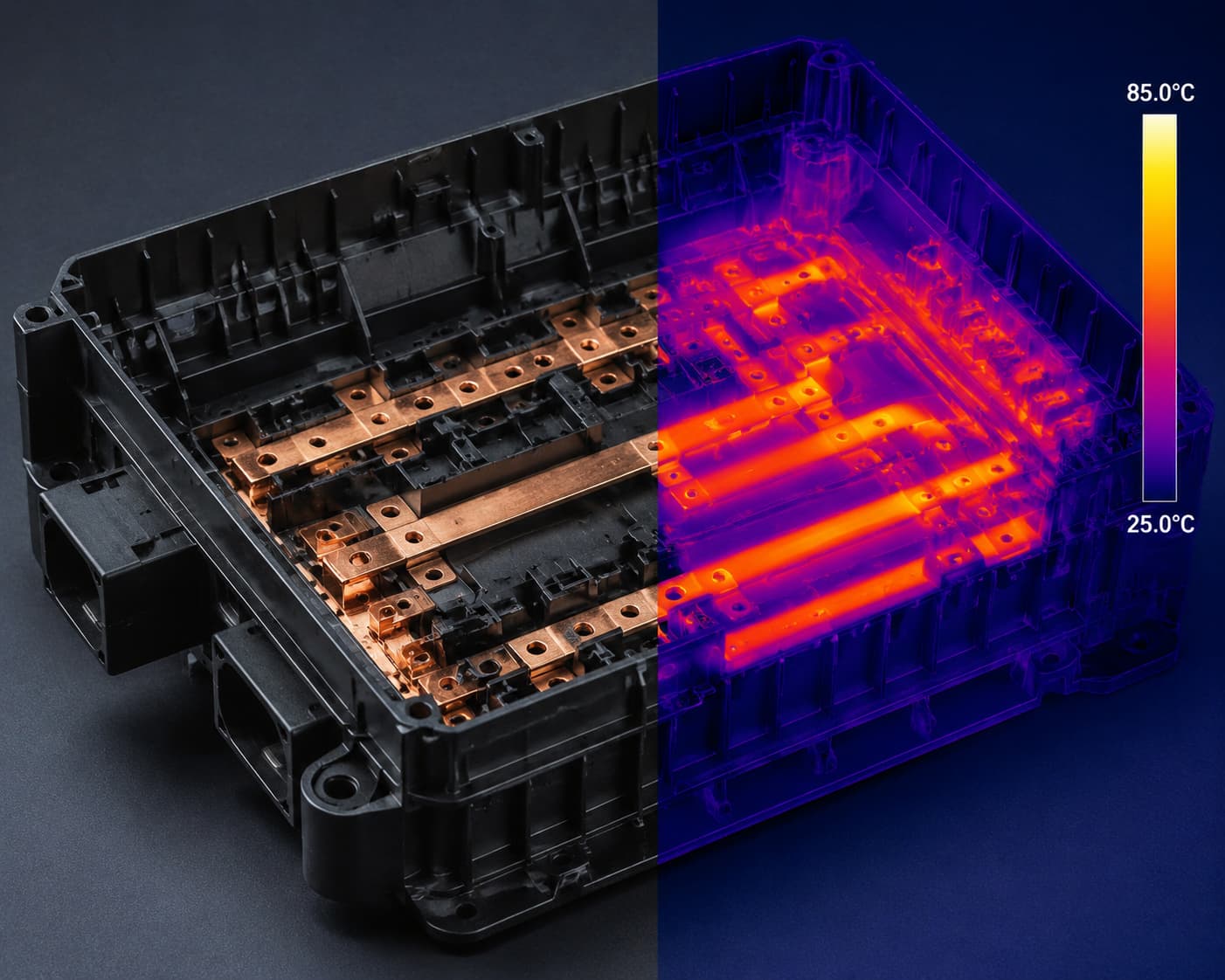
В ходе практической промышленной проверки и длительных испытаний в условиях воздействия окружающей среды этот модифицированный нейлон с тремя функциональными группами продемонстрировал впечатляющую стабильность характеристик. В критически важных узлах высоковольтных силовых установок электромобилей, таких как высоковольтные распределительные коробки и корпуса бортовых зарядных устройств, этот материал неизменно демонстрирует отличные характеристики. Пламя UL 94 V-0 Оптимальная теплопроводность (даже при тонкой стенке толщиной 0,8 мм) сохраняется при сохранении предсказуемой изотропной или анизотропной теплопроводности и жестко контролируемого объемного удельного сопротивления в диапазоне от антистатического до проводящего. После 1000 часов строгих испытаний во влажной среде (85°C / 85% относительной влажности) скорость снижения диэлектрической прочности, огнестойкости и теплопроводности остается в пределах минимальных значений, не демонстрируя признаков миграции наполнителя или ухудшения поверхностного сопротивления. Кроме того, в реальных испытаниях литья под давлением оптимизированные микроскопические фазовые структуры обеспечивают компаунду превосходные характеристики текучести расплава и низкую абразивность пресс-формы. Это гарантирует, что сложные прецизионные детали с неравномерной толщиной стенок и плотными металлическими вставками могут быть отлиты за один цикл без всплывания волокон на поверхности. В результате увеличивается выход годной продукции, а также значительно сокращается общее количество компонентов системы, что приводит к существенной амортизации затрат. Эта парадигма материаловедения, подтвержденная строгими эмпирическими данными и полевыми испытаниями, предлагает глобальным промышленным клиентам беспрецедентную свободу проектирования, освобождая инженеров от рутины. от традиционных компромиссов в укладке материалов к реализации по-настоящему легкой и высокобезопасной системной интеграции.
ЧИТАТЬ ДАЛЕЕ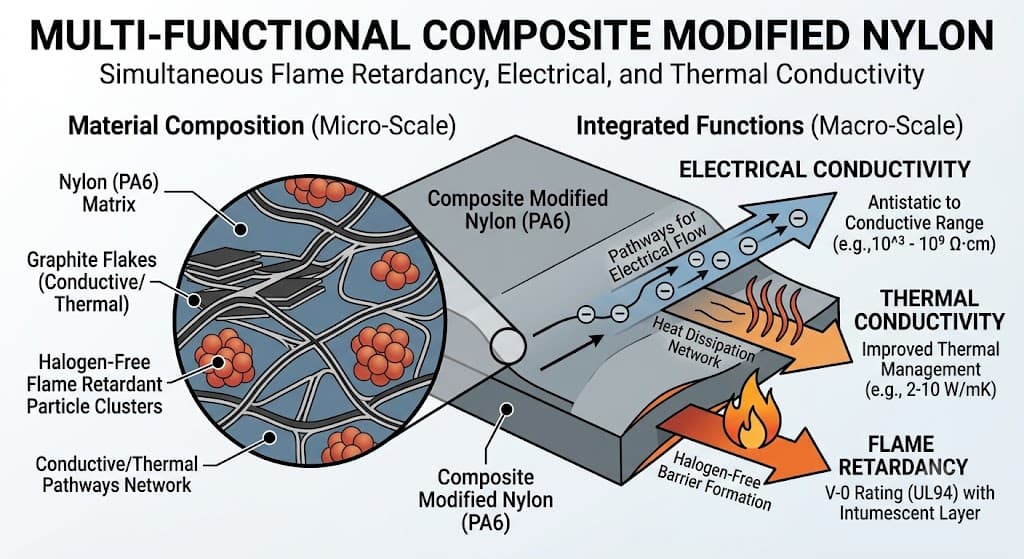
IВ современных отраслях высокотехнологичного производства, электромобилей, связи 5G и железнодорожного транспорта инженеры-конструкторы регулярно сталкиваются с непростой дилеммой выбора материалов. По мере увеличения масштабов интеграции оборудования электронные компоненты работают на высоких скоростях в чрезвычайно компактных пространствах. Это не только приводит к сильному накоплению тепла внутри, но и резко увеличивает риск электромагнитных помех и пробоя высокого напряжения. Исторически сложилось так, что инженеры решали эти разрозненные функциональные задачи, используя несколько модифицированных пластиков, выполняющих одну единственную функцию: огнестойкий нейлон В конструкции используются силовые модули, теплопроводящие пластмассы для радиаторов и антистатические или проводящие материалы для чувствительных компонентов корпуса. Однако, когда эти экстремальные условия эксплуатации сходятся на одном микрокомпоненте, традиционные методы сборки из нескольких частей значительно увеличивают объем и вес изделия. Что еще более важно, межфазное тепловое сопротивление и несоответствие коэффициентов теплового расширения между отдельными слоями материала неизбежно приводят к расслоению или механическому разрушению при длительной вибрации и непрерывном термическом циклировании. Эта структурная сложность в сочетании с фрагментированным снабжением компонентами и растущими затратами на послепродажное обслуживание представляет собой серьезное системное препятствие для производителей B2B, стремящихся повысить надежность оборудования и снизить общие затраты на владение.Для решения проблемы многомерных эксплуатационных нагрузок требуется многофункциональный модифицированный нейлон, способный органично сочетать огнестойкость, электропроводность и теплопроводность в единой полимерной матрице. С точки зрения физики полимеров и разработки рецептур, такая интеграция не может быть достигнута простым добавлением множества функциональных добавок в двухшнековый экструдер. Антипирены, проводящие наполнители (такие как углеродные нанотрубки, графен или специальная сажа) и теплопроводящие наполнители (такие как нитрид бора, карбид кремния или оксид алюминия) демонстрируют кардинально разные геометрические профили, поверхностную энергию и дисперсионное поведение в полиамидных матрицах, таких как PA66. ПА6или нейлонов с длинной цепью. Без точного контроля фазовой морфологии высокие уровни наполнения, необходимые для теплопроводности, разрушат ударную вязкость материала и его технологичность при плавлении. Одновременно с этим, проводящие наполнители на основе углерода могут проявлять антагонистическое воздействие с некоторыми огнестойкими добавками, ухудшая огнестойкость или вызывая электрический дрейф при повышенных температурах. Следовательно, по-настоящему интегрированное решение основано на создании «функциональной синергетической сети». Используя передовые методы асимметричного смешивания и целенаправленную химическую модификацию поверхности, проводящие волокна и теплопроводящие частицы направляются для образования сонепрерывных, взаимосвязанных микроскопических путей — аналогичных высокоскоростным сетям внутри нейлоновой матрицы. Такая архитектура обеспечивает стабильное электростатическое рассеивание или экранирование от электромагнитных помех при сверхнизких пороговых значениях проводимости наполнителя, гарантирует непрерывные пути для быстрого рассеивания тепла и позволяет полимерному каркасу взаимодействовать с безгалогенными антипиренами, образуя плотный защитный слой обугливания при термическом воздействии, предотвращая доступ кислорода и снижая распространение тепла.
ЧИТАТЬ ДАЛЕЕ
Для устранения этой инженерной проблемы необходимо отказаться от физического разрушения геометрических границ материала, вызванного механическим измельчением, и вместо этого обратиться к высокоточной технологии сфероидизации для изменения микроскопической морфологии частиц PA12. Исходя из основ физики материалов и структурного проектирования, идеальная сфера обладает абсолютно минимальной удельной поверхностью в трехмерном пространстве. Это означает, что при преобразовании порошка PA12 в гладкие, миниатюрные сферические частицы площадь контакта между частицами сводится к минимуму, что резко ослабляет силы Ван дер Ваальса и электростатическое притяжение, изначально обусловленные острыми многоугольными элементами.Реализация технологии сфероидизации в конкретных инженерных целях обычно основана на процессах термомеханического изменения формы при высоком сдвиговом воздействии или на процессах плавления и расширения под действием термической плазмы. В этом точно контролируемом технологическом процессе традиционный порошок полиамида PA12 неправильной формы вводится в определенное термофизическое поле. В строго регулируемом температурном диапазоне, обычно точно контролируемом между точкой плавления и начальной точкой размягчения материала, поверхностный слой частиц порошка мгновенно подвергается полуплавлению на микронном уровне. На этом этапе поверхностное натяжение в гидродинамике начинает доминировать в процессе изменения формы, заставляя расплавленную жидкую фазу спонтанно сжиматься к центру. Это действие идеально обволакивает и сглаживает исходные острые углы и зазубренные края, которые впоследствии конденсируются и кристаллизуются в высокосферические, гладкие микросферы.Такое микроскопическое изменение формы обеспечивает революционные физические преимущества процесса 3D-печати. Во-первых, порошок с высокой сферичностью демонстрирует превосходную текучесть, ведя себя практически как жидкость. Частицы плавно скользят и располагаются перед роликом устройства для нанесения покрытия, подобно миниатюрным шарикоподшипникам, полностью исключая растрескивание порошкового слоя, вызванное движением лезвия. Во-вторых, поскольку сферические частицы достигают геометрически плотной упаковки — чрезвычайно высокой насыпной плотности — микроскопические пустоты внутри порошкового слоя сжимаются до предела. При лазерном облучении сферический порошок демонстрирует высокоравномерное поглощение тепла и тепловую диффузию. Значительно улучшенная скорость потока расплава (MFR) позволяет поверхностному натяжению под линией ликвидуса быстро и равномерно распределять расплавленные капли, быстро удаляя захваченные микрогазы до затвердевания. Это не только значительно расширяет технологический диапазон, но и принципиально исключает концентрацию термических напряжений, вызванную анизотропией частиц, что приводит к получению напечатанных конструкционных компонентов с поверхностями, такими же гладкими и деликатными, как у высокоточных литьевых форм.Благодаря тщательной инженерной проверке, включающей 100 000 циклов повторного нанесения покрытия и непрерывное динамическое сканирование в нескольких партиях, ряд точных физических показателей и экспериментальных данных выявил решающее влияние сфероидизации. порошок PA12 на инженерное качество макропродуктов. Испытания с помощью стандартных расходомеров Холла для измерения гидродинамики и динамического угла естественного откоса показали, что общие показатели текучести порошка PA12, полученного методом сфероидизации, улучшились более чем на 35% по сравнению с традиционным порошком, измельченным механическим способом, при этом скорость гравитационного потока значительно увеличилась. Это означает, что на высокоскоростных промышленных производственных линиях транспортировка и распределение материала становятся исключительно стабильными.В сравнительных экспериментах по SLS-печати с одинаковой толщиной слоя (стандартная 0,12 мм) значение шероховатости поверхности Ra компонентов, изготовленных из традиционного порошка, обычно колеблется от 12 до 15 микрон, на ощупь они кажутся отчетливо шероховатыми и зернистыми. Напротив, значение шероховатости поверхности Ra компонентов, напечатанных из сфероидизированного порошка, порошок PA12 Толщина зернистости резко снижается до менее 4,5 микрон, обеспечивая изысканную матовую текстуру. Это значительно сокращает трудоемкие и длительные этапы постобработки, такие как пескоструйная обработка и вибрационная полировка.Еще более обнадеживающие данные получены в результате углубленного тестирования механических свойств. Когда сформированные компоненты были разрезаны и помещены под сканирующий электронный микроскоп (СЭМ) для микроморфологического наблюдения поверхностей излома, лаборанты обнаружили, что микроскопическая пористость, повсеместно присутствующая в традиционных порошковых компонентах, резко снизилась с первоначальных 2,8% до менее чем 0,3%, достигнув практически плотного и бездефектного состояния внутри материала. В испытаниях на прочность на растяжение и ударную вязкость, проведенных с помощью механических разрывных машин, благодаря идеальному слиянию изотропных сферических частиц в расплавленной ванне, ось Z (направление, перпендикулярное укладке слоев печати), которая традиционно является узким местом в производительности 3D-печати, успешно преодолела проблему «межслойного расслоения». Общая степень сохранения механической прочности по оси Z увеличилась почти на 25%, обеспечив сбалансированный скачок как в прочности на растяжение, так и в удлинении при разрыве. Это не просто улучшение внешнего вида, а всеобъемлющий инженерно-технологический прорыв, использующий микроскопическое изменение геометрии материала для обеспечения высокотехнологичного B2B-производства и реализации серийного выпуска высокопрочных и износостойких конструкционных деталей конечного назначения.
ЧИТАТЬ ДАЛЕЕ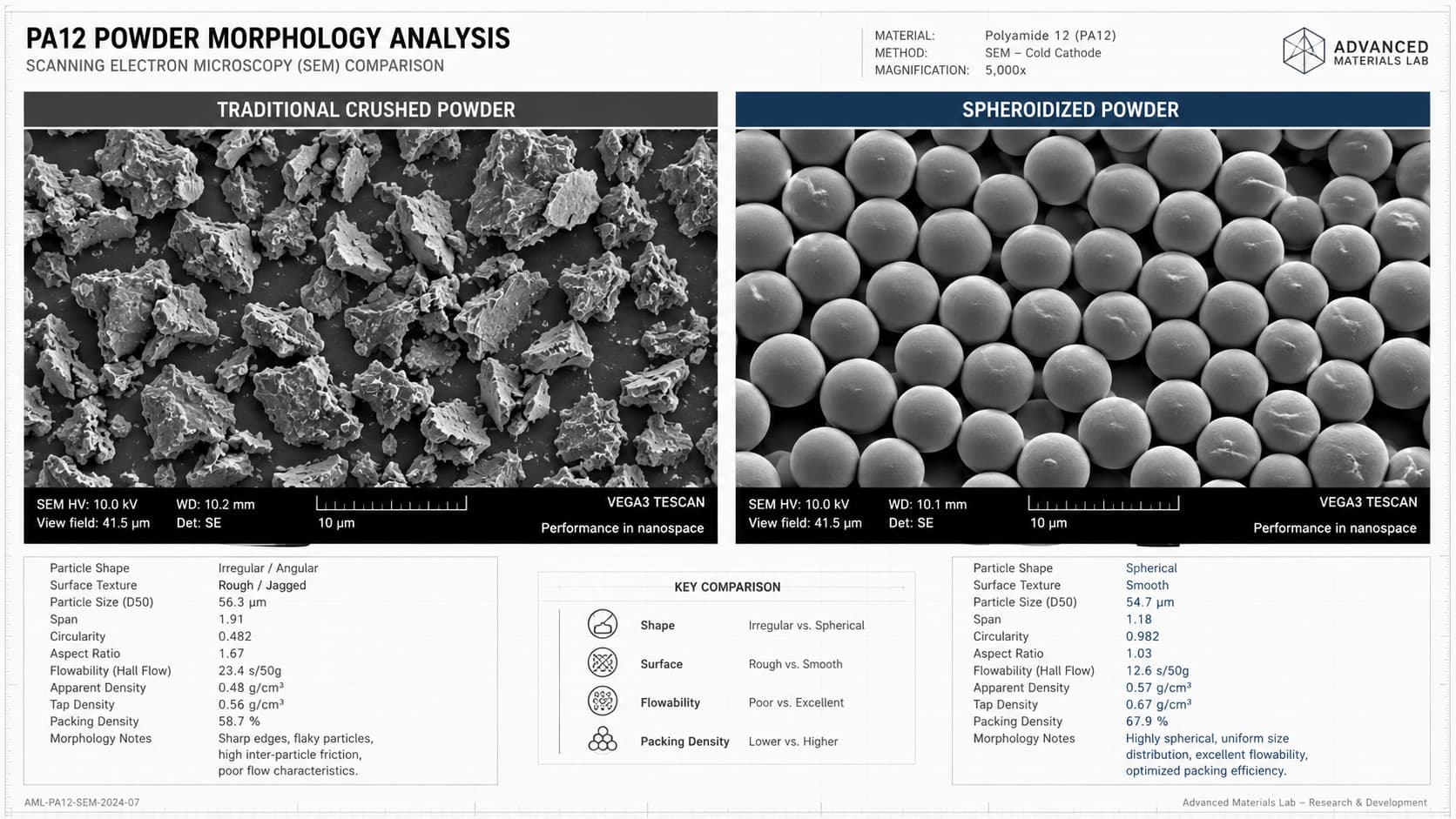
На производственных линиях промышленного селективного лазерного спекания (SLS) и порошок В аддитивном производстве методом послойного спекания (PBF) качество поверхности высокоточных конструкционных компонентов долгое время ограничивалось фундаментальным дефектом материала. Многие предприятия обнаруживают повторяющуюся шероховатость «лунной поверхности» на готовых изделиях при печати деталей из нейлона PA12 (полиамида 12). Эта шероховатость не только напрямую ухудшает внешний вид компонентов, делая их непригодными для непосредственного использования в качестве конечных изделий, но, что более важно, микроскопические неровности указывают на легкое возникновение концентрации напряжений в структуре материала, что приводит к преждевременному усталостному разрушению при воздействии на компоненты переменных нагрузок. Этот присущий качеству поверхности недостаток обусловлен не мощностью лазера или скоростью сканирования 3D-принтера, но из традиционного порошка PA12, используемого на самом высоком промышленном уровне.Чтобы досконально понять эту инженерную проблему, мы должны расширить наше видение до микроскопического уровня частиц материала. В настоящее время наиболее экономически эффективными являются традиционные методы. Порошки PA12 Представленные на рынке материалы производятся преимущественно методами механического измельчения, такими как низкотемпературное криогенное измельчение. Этот метод предполагает насильственное разрывание, затупление и дробление объемного нейлонового сырья на порошки микронного размера с помощью интенсивных механических ударных воздействий. При наблюдении под сканирующим электронным микроскопом (СЭМ) геометрическая морфология этих традиционных частиц оказывается крайне нерегулярной, демонстрируя огромное количество разорванных, чешуйчатых, вытянутых и острых многоугольных структур, напоминающих зазубренные лезвия. Именно эта крайне нерегулярная микроскопическая морфология является основной причиной ряда последующих катастроф в процессе 3D-печати.Когда такой грубый порошок различной формы загружается в камеру подачи 3D-принтера и перемещается по рабочей платформе с помощью лезвия или валика для нанесения покрытия, сразу же возникают возникающие инженерные проблемы. С точки зрения гидродинамики, когда частицы неправильной формы соприкасаются друг с другом, геометрические силы сцепления и сопротивление трения поверхности между ними экспоненциально возрастают. Это очень похоже на высыпание мешка с острыми, угловатыми битыми кирпичами на землю; они не могут плавно течь и легко сцепляться друг с другом. В процессе повторного нанесения покрытия эта плохая текучесть напрямую вызывает заметное «микроскопическое трение», когда лезвие тянет порошок, что приводит к растрескиванию поверхности, образованию борозд или даже локальному расслоению порошкового слоя.Кроме того, эти частицы с разными углами не могут плотно упаковаться при нагромождении, оставляя между ними огромные микроскопические пустоты, что приводит к исключительно низкой насыпной и уплотненной плотности порошкового слоя. Когда высокоэнергетический лазерный луч сканирует такой порошковый слой, заполненный микроскопическими пустотами и имеющий неоднородную плотность, теплопроводность внутри порошка становится крайне неоднородной. В начальный момент времени лазерная энергия не может равномерно распределиться, вызывая переплавление в определенных зонах, в то время как порошок остается запертым в межзерновых пустотах, недостаточно расплавленным. Геометрия расплавленной ванны резко колеблется под воздействием этой сильной термической нестабильности. По мере конденсации и затвердевания жидкого нейлона под действием поверхностного натяжения неравномерное распределение термических напряжений, вызванное неравномерным осаждением порошка и анизотропией частиц, навсегда «унаследуется» и затвердевает в микроскопических порах и включениях внутри компонента. На макроповерхности это в конечном итоге проявляется в виде постоянно высокого значения Ra на шероховатой промышленной поверхности.
ЧИТАТЬ ДАЛЕЕ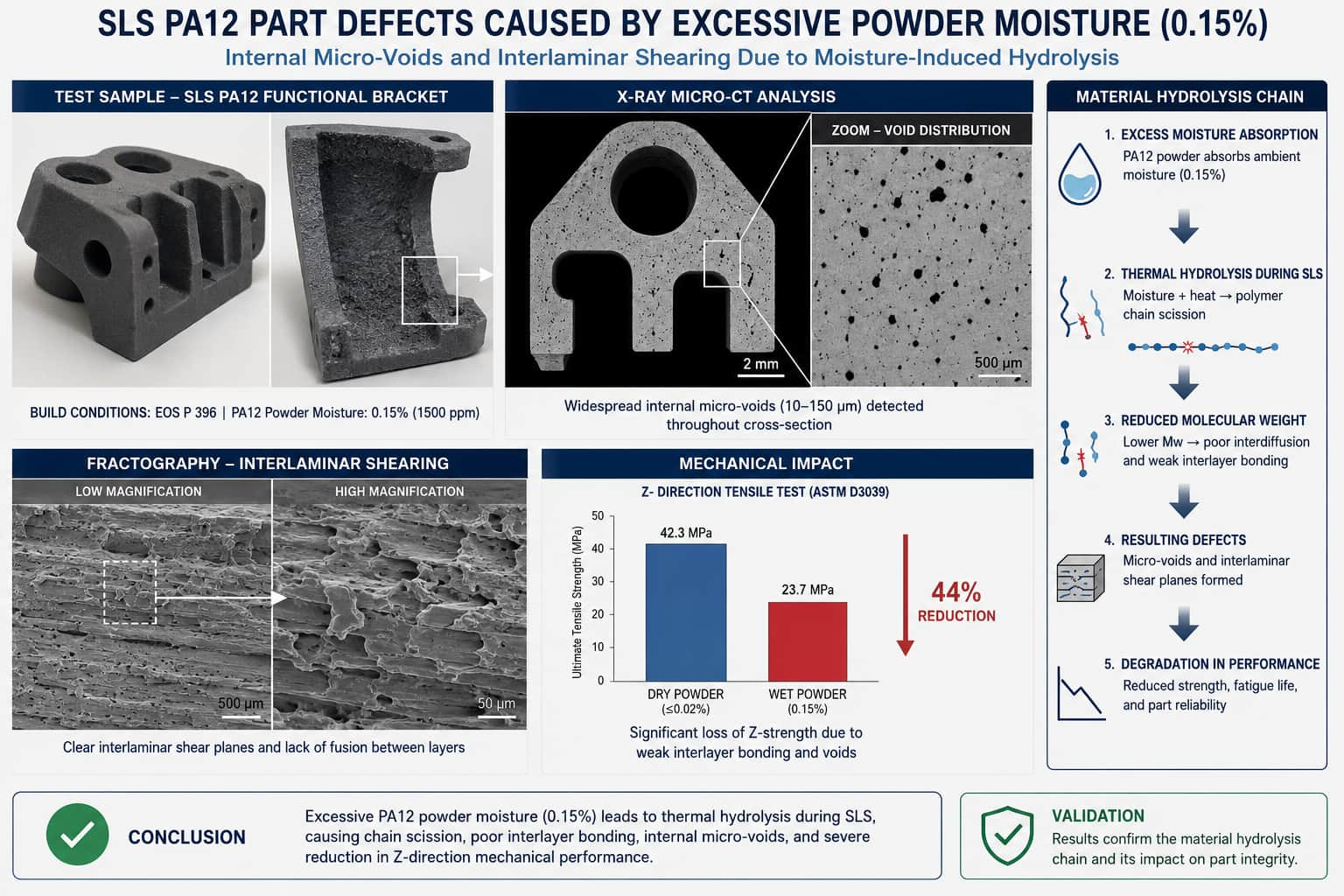
Этот микрохимический процесс напрямую вызывает аномальные колебания индекса текучести расплава (MFI), снижая вязкость материала и вызывая чрезмерную текучесть расплавленной ванны. Это, в свою очередь, приводит к появлению краёв с просачиванием жидкости и выходу за пределы допустимых размеров.Более серьезная опасность заключается в том, что уменьшение молекулярной массы закрепляет «внутренний дефект» компонента, вызывая резкое снижение его сопротивления ползучести и усталостной долговечности в течение последующей длительной эксплуатации. Это недопустимая катастрофа для высоконадежных применений, таких как автомобильные конструкционные компоненты или воздуховоды в аэрокосмической отрасли.Обширные данные лабораторных испытаний и многолетний производственный опыт подтверждают неизбежность этой цепочки деградации. Эксперименты показывают, что когда содержание влаги порошок PA12 При концентрации влаги более 0,1% прочность на растяжение формованных деталей обычно снижается на 15–20%, а относительное удлинение при разрыве может упасть более чем на 40%. Наблюдение за поверхностью излома с помощью сканирующей электронной микроскопии (СЭМ) с высоким увеличением показывает, что компоненты, напечатанные сухим порошком, демонстрируют явные признаки пластического разрушения, тогда как компоненты, напечатанные гигроскопическим порошком, плотно испещрены микропорами, а трещины быстро распространяются вдоль краев этих пор, демонстрируя типичный высокохрупкий режим разрушения. В ходе 1000-часового испытания на старение при постоянной температуре и влажности скорость снижения механической прочности компонентов, изготовленных из гигроскопического порошка, была почти вдвое выше, чем у стандартных сухих компонентов. Эти данные ясно показывают, что влага не вызывает временных трудностей при обработке, а приводит к необратимой деградации материала.Для противодействия этой скрытой опасности техническим предприятиям необходимо создать комплексную систему контроля влажности, охватывающую складирование, хранение, вторичное смешивание и предварительную сушку с нагревом. Полагаться исключительно на эмпирический визуальный осмотр для оценки состояния порошка больше не может соответствовать строгим требованиям точности современного промышленного производства; внедрение высокоточных анализаторов следовой влажности для количественного определения является незаменимой линией защиты. В то же время, для повторно используемого переработанного порошка (старого порошка) необходимо разработать строгие нормы обновления и технологические процессы осушения и сушки. Только глубокое понимание и перехват разрушительного пути молекул воды на полимерных цепях на микроскопическом уровне позволит предприятиям B2B-производства коренным образом исключить сбои печати и гарантировать, что каждый поставляемый компонент из PA12 обладает безупречной долгосрочной надежностью.
ЧИТАТЬ ДАЛЕЕ
В промышленной технологии 3D-печати методом селективного лазерного спекания (SLS) используется полиамид 12. (PA12) порошок Благодаря этому компания долгое время занимала ключевое положение в высокотехнологичном производстве.Обладает превосходными механическими свойствами, стабильностью размеров и химической стойкостью. Однако на реальных производственных площадках B2B часто упускаемая из виду физическая характеристика — гигроскопичность — становится «скрытым убийцей», снижающим выход годной продукции и срок ее службы. В то время как большинство инженеров сосредотачивают свое внимание на таких параметрах, как мощность лазера, толщина слоя или скорость сканирования, они не знают, что адсорбция следов влаги внутри частиц порошка уже на микроскопическом уровне предопределяет неисправность конечного компонента. Эта скрытая опасность отнюдь не сводится к простому «образованию пузырей на поверхности» или «некачественной печати»; это порочный круг, простирающийся от аномального поведения при плавлении до деградации молекулярных цепей материала.В типичном сценарии производства методом SLS, когда порошок PA12 Если порошок не защищен должным образом температурным и влажностным контролем и подвергается воздействию окружающего воздуха, его концевые карбоксильные и аминогруппы быстро адсорбируют молекулы воды из воздуха посредством водородных связей. Когда эти порошки, содержащие следы влаги, попадают в рабочую камеру, температура которой обычно превышает 170 °C, и сканируются лазером, мгновенная высокая температура вызывает резкое испарение влаги. В процессе плавления, происходящего на микросекундном уровне, испарившаяся вода не успевает вовремя выйти из высоковязкого расплавленного слоя, в результате чего в затвердевшей микроструктуре образуется большое количество микропустот и пор, которые трудно обнаружить невооруженным глазом. Эта неоднородность микроструктуры напрямую разрушает плотность спекания, что приводит к резкому падению межслойной прочности на сдвиг формованной детали. При реальной сборке или испытаниях на нагрузку такие компоненты часто подвергаются хрупкому разрушению при уровнях напряжения значительно ниже расчетного порога.Исходя из глубинной логики физики материалов, Влияние молекул воды на PA12 выходит далеко за рамки разрушения физической пористости.Более опасной является реакция гидролиза в условиях высоких температур. Полимерные цепи полиамида соединены амидными связями, которые очень восприимчивы к обратимым реакциям гидролиза в присутствии высокой температуры и влаги, что приводит к разрыву макромолекулярных цепей и значительному снижению молекулярной массы. Реакцию можно выразить следующим образом:$$-NH-CO- + H_2O \rightleftharpoons -NH_2 + -COOH$$
ЧИТАТЬ ДАЛЕЕ














