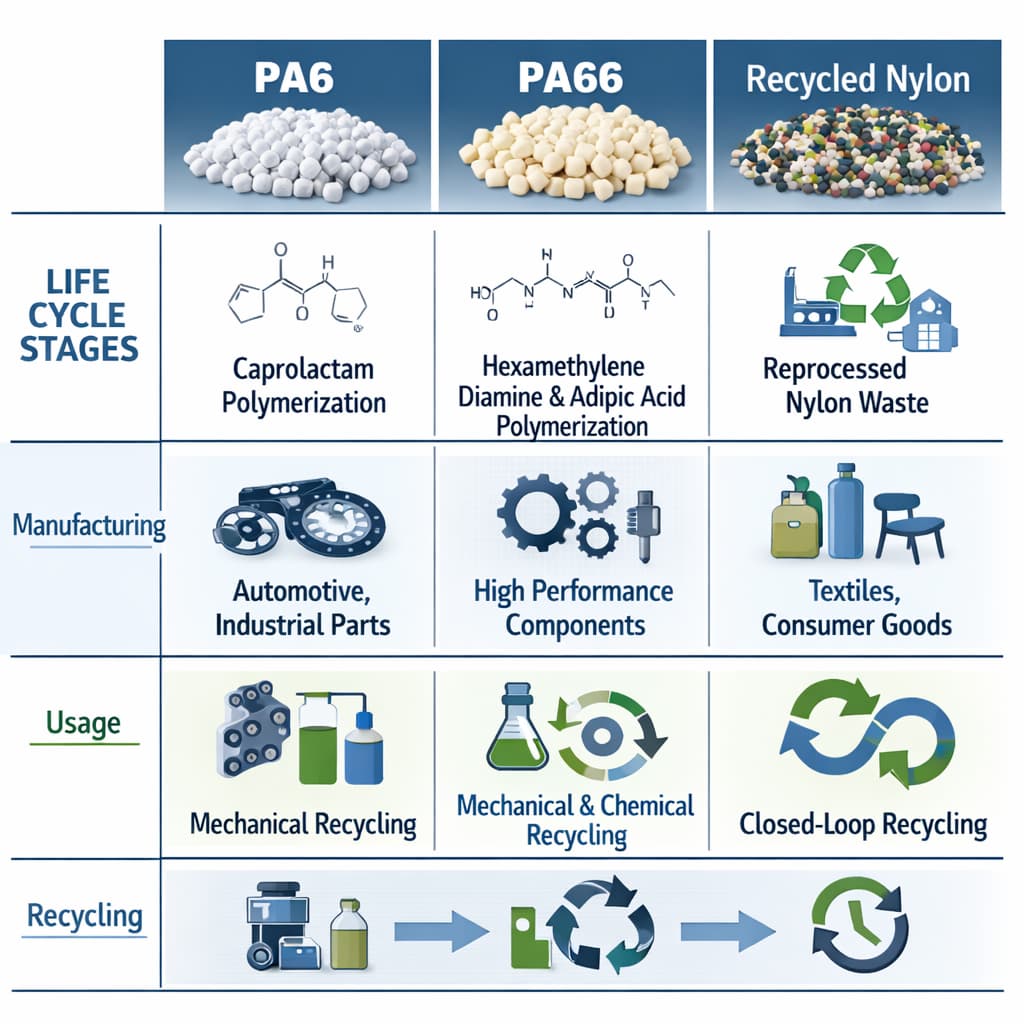
Сравнительная модель стоимости жизненного цикла для PA6, PA66 и переработанного нейлона 2.
Apr 23, 2026
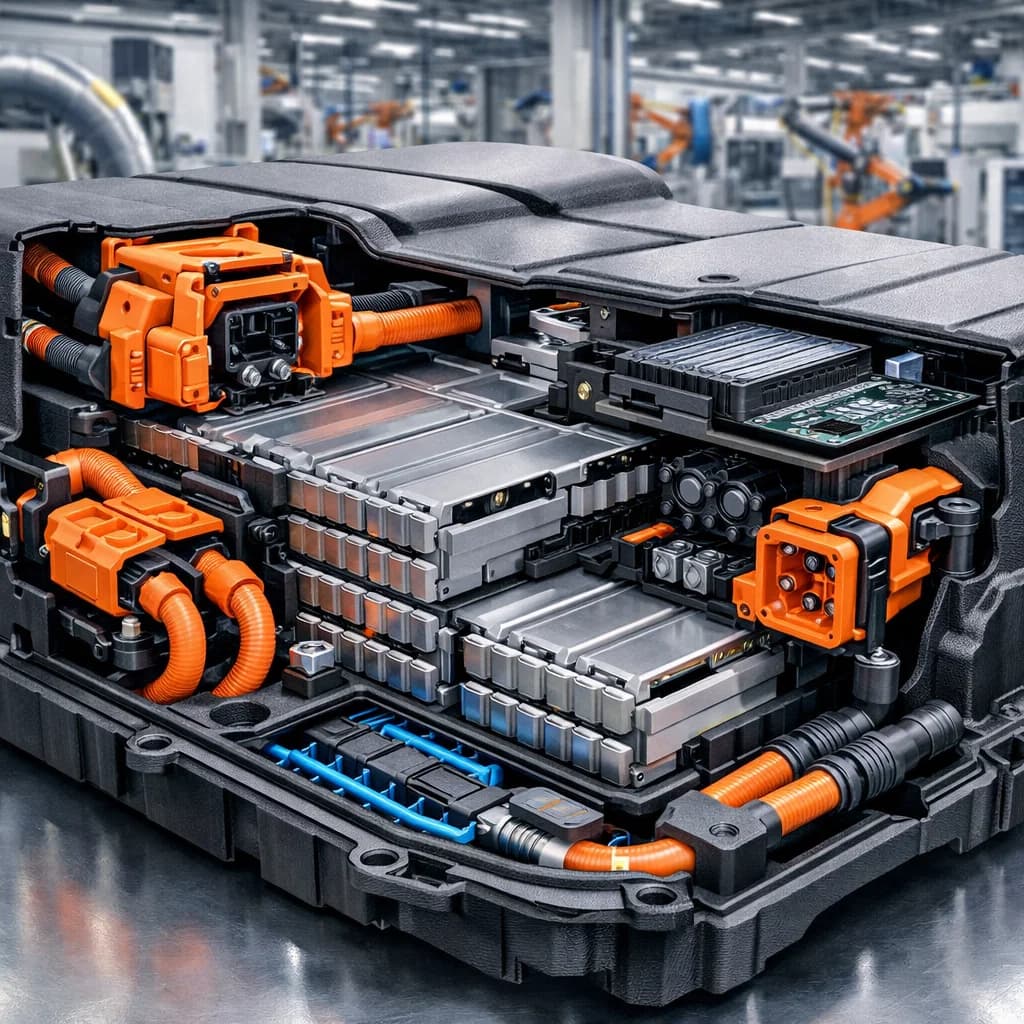
Однако это структурное преимущество также влечет за собой определенные компромиссы. PA66 требует более высоких температур обработки и, как правило, потребляет больше энергии при литье под давлением. В условиях крупномасштабного производства эти различия влияют на энергопотребление оборудования, время охлаждения и продолжительность цикла формования.Сравнение становится более сложным, когда Переработанный нейлон используется в процессе выбора материалов. Переработанный нейлон обычно получают из отходов промышленного производства или бытовых отходов. После очистки, повторного компаундирования и стабилизации материал может быть повторно использован в производственном цикле в качестве сырья для конструкционных пластмасс.Одним из главных преимуществ переработанного нейлона является значительно меньший углеродный след по сравнению с производством первичных полимеров. Кроме того, цена на переработанные материалы иногда менее чувствительна к колебаниям на рынках нефтехимического сырья. Однако, Вопросы стабильности свойств и однородности от партии к партии по-прежнему требуют тщательной инженерной проверки.Опыт нескольких производственных проектов показывает, что цена сырья сама по себе редко определяет конечный экономический результат. Например, в проекте по изготовлению конструкционных компонентов для бытовой техники PA6 первоначально казался наиболее экономически выгодным материалом из-за более низкой цены сырья по сравнению с другими материалами. ПА66. Однако долговременные испытания на старение показали, что компонент постепенно терял стабильность размеров при воздействии непрерывных рабочих температур около 90 °C.Для компенсации этого эффекта инженерам пришлось увеличить толщину стенок конструкции компонента. Это изменение увеличило общий расход материала и потребовало корректировки конструкции литьевой формы. В результате первоначальное ценовое преимущество ПА6 значительно снизился.Аналогичная ситуация наблюдалась и в некоторых компонентах электромобилей. В некоторых ранних проектах проектирования выбирались более дешевые нейлоновые материалы, чтобы снизить первоначальную стоимость компонентов. Однако во время длительных испытаний на термическую цикличность в ряде деталей появлялись трещины от напряжения или деформация размеров. Замена материала на более термостойкий полиамид увеличила стоимость материала, но снизила риск отказа компонента во время эксплуатации автомобиля.Эти примеры иллюстрируют, почему подход, основанный на анализе жизненного цикла, приобретает все большее значение при выборе инженерных материалов. Вместо того чтобы сосредотачиваться исключительно на стоимости сырья, инженеры оценивают совокупное влияние множества факторов на протяжении всего жизненного цикла продукта.Упрощенная модель оценки стоимости жизненного цикла нейлоновых материалов обычно включает в себя стоимость закупки сырья, энергопотребление при обработке, эффективность производства, срок службы изделия и потенциальную ценность для вторичной переработки по окончании срока службы. Совместный анализ этих параметров позволяет легче понять реальную экономическую эффективность различных материальных систем.Например, в высокотемпературных конструкционных приложениях PA66 может показаться более дорогим на уровне сырья. Однако, если этот материал значительно повышает долговечность изделия и снижает риск отказов, общая стоимость жизненного цикла может оказаться ниже, чем у PA6.Напротив, полиамид PA6 часто демонстрирует явные преимущества в тонкостенных компонентах со сложной геометрией. Его превосходная текучесть позволяет снизить давление впрыска и сократить время заполнения, что повышает производительность в условиях массового производства.Переработанный нейлон вносит новое измерение в оценку затрат на протяжении всего жизненного цикла. Его основная ценность заключается в сокращении выбросов углекислого газа и соблюдении нормативных требований, а не только в экономических выгодах. Поскольку раскрытие информации о выбросах углекислого газа становится все более распространенным явлением в европейских цепочках поставок, производители автомобилей начинают запрашивать документацию о содержании переработанных материалов в конструкционных пластмассах.В этих условиях использование переработанного нейлона является не только экономическим фактором, но и частью более широкой стратегии устойчивого развития в рамках цепочки поставок.В будущем выбор инженерных материалов будет постепенно смещаться от простого сравнения цен к всесторонней оценке жизненного цикла. При выборе между материалами PA6, PA66 и переработанным нейлоном инженеры должны учитывать баланс между механическими характеристиками, эффективностью обработки, долгосрочной надежностью и воздействием на окружающую среду.Поставщики материалов, способные предоставлять достоверные данные о жизненном цикле, в том числе: испытания на долговечность и анализ углеродного следаВероятно, в будущем компания займет более прочные позиции в цепочках поставок инженерных материалов.
ЧИТАТЬ ДАЛЕЕ